分類カテゴリから製品を探す
業種から企業を探す
ブックマークに追加いたしました
ブックマークを削除いたしました
これ以上ブックマークできません
会員登録すると、ブックマークできる件数が増えて、ラベルをつけて整理することもできます
この企業へのお問い合わせ
お問い合わせをする前に
91~115 件を表示 / 全 115 件
板金において、市場に流通している規格品をうまく活用することで 納期短縮とコスト削減に繋がります。 規格に無いパイプを使用する際は、「材料購入」→「三本ロールによる曲げ」 →「溶接」→「歪み取り」→「仕上げ」の工程が必要となるので、コストと 機能の兼ね合いから選択することが必要となります。 パイプ形状であれば、市場に流通している規格品から選定し設計に反映 させることがコスト削減につながります。 市場ではSS材SUS材の規格が異なる為、それらを考慮して設計する方が 助かります。 【特長】 ■パイプ形状のものは、鉄、SUS、アルミなど、素材ごとに 規格確認のうえ設計すると納期・コストに影響がでる ■市場に流通している規格品から選定し設計に反映させること ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
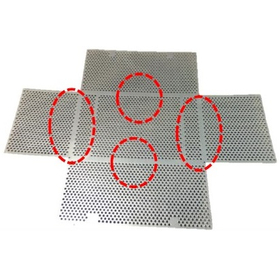
既製のパンチグメタルに曲げ加工を行う際は、寸法精度がラフになるので、 曲げ寸法にばらつきが出やすく、公差が大きくなります。 どうしても寸法精度が必要な場合は、意匠、設計上問題が無いのであれば、 V曲げ加工で、曲げ干渉部分の穴を失くすことで、曲げ精度が、通常の製品 と同じレベルになります。 既製品ではなく、抜き加工品が必要になりますが、精度出し、歩留まり を考えるとトータルで大幅なコストダウンが可能になります。 【特長】 ■V曲げ加工 ■曲げ干渉部分の穴を失くす ■曲げ精度が、通常の製品と同じレベルになる ■大幅なコストダウン ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
精密板金、製缶板金設計において、必要な外観面を単品図レベルにまで、 落とし込むこができると、品質の安定、コストダウンに大きなメリットが 得られます。 図面に露出面指示が無くても精通した加工者であれば、表面等”察し”が つきますが、指示が無いとわかりずらいです。 バフ仕上げ必要な外観面を図面表記することにより、必要な部位が明確に なり、加工サイドは、必要部以外への配慮を減らすことができ、品質のUP、 コストダウンにつながります 。 【特長】 ■バフ仕上げが必要な外観面を図面表記することにより、必要な部位が明確になる ■加工サイドは、必要部以外への配慮を減らすことができる ■品質のUP、コストダウンにつながる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
精密板金において、穴をあけた板を曲げる際、曲げの位置と穴の距離を 十分保つ必要があります。 この距離がどうしても、保てない場合は、曲げ加工を行ってから穴加工を 行うようにします。 工数アップになりますので、こうした加工を考慮に入れた設計を行う事で、 コストダウンにつなげることができます。 板厚ごとに、曲げ位置と穴の距離を確保することにより、穴変形の発生を 抑えることで、コストダウンをはかります。 【特長】 ■板厚ごとに、曲げ位置と穴の距離を確保することにより、 穴変形の発生を抑えることで、コストダウンをはかる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
精密板金、製缶板金設計において、曲げフランジの高さは重要なコスト 要因の一つとなります。 曲げフランジ高さ板が板厚の5倍に満たない部分は、V曲げ加工が難しく、 フランジ長さを延長して曲げ加工を行い、その後の切削加工でフランジを 短くするため、工数が増え、コストアップにつながります。 フランジ長さを5倍程度に伸ばすことにより、V曲げ加工で製品形状が 出来上がるため、後加工が不要になり大幅なコストダウンが可能になります。 【特長】 ■フランジ長さを5倍程度に伸ばすことにより、V曲げ加工で 製品形状が出来る ■後加工の必要がなく大幅なコストダウンが可能 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
板金の外形切断や穴加工の際には、加工代やつかみ代が必要となります。 桟幅のない材料からの製品加工は切断不良、寸法NGの原因になります。 製品の外周には、必ず板厚の2倍以上もしくは10mm程度の桟幅を意識 することで、加工者への負担を軽くします。 材料に余裕があるため、加工プログラム作成や、実加工時の負担が減り、 コスト低減に繫がります。 また、加工部門との歩留まりへの考え方が同じになる為、算出コストが ぶれなくなります。 【特長】 ■桟幅を意識して加工者への負担を軽くする ■材料に余裕があれば加工プログラム作成や、実加工時の負担が減る ■加工部門との歩留まりへの考え方が同じになる為、算出コストがぶれない ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
ロット数のまとまるような製品の場合、サイズを意識することで 大幅な歩留まり向上、コストダウンが可能になります。 材料巾、3尺、4尺、5尺、定尺巾を意識した設計が重要になります。 製作者サイドに、設計者の意向を示すことが大切です。 【特長】 ■サイズを意識することで大幅な歩留まり向上、コストダウンが可能 ■材料巾、3尺、4尺、5尺、定尺巾を意識した設計が重要 ■製作者サイドに、設計者の意向を示すことが大切 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
製品設計においては、プレス成形を取り入れるか、板金加工で工程を 進めるかを明確にして設計者の工法に対するスタンスを示します。 成形形状の深い製品や、異形状を含む製品は、プレス工法で加工。 板金加工を選択の際は、成形高さ5mm以下を意識して部品設計を行います。 製品面状に平面が多く、曲げポイントが直線的な製品は、板金製作を 基本に考えて設計する事で、製作者サイドに製作スタンスが伝わります。 ロット数、どうしても必要な形状等を考慮して、プレスor板金製作の 方向性を示すことで、コスト低減につなげます。 【特長】 ■設計でプレス加工か板金加工かを明確にする ■製作サイドに金型製作を見込んだものか否かを 示唆する事でコストダウンにつながる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
製品設計において、絞り形状のある部品の製作には、それぞれ金型を 準備する必要があるため初期費用がかかります。 製品形状は違うが、製品高さやR形状が類似しており、配置の 仕方によっては1つの絞り形状に収めることができる場合があります。 ブラケットなど、L/Rあるような製品でも、同形状のものを二つ共取りが 可能なことが多くあります。 多少の形状違いでも、検討する余地は十分あり、初期費用を 抑えることが可能です。設計段階でこれを見込んだ図面製作で コストダウンが可能になります。 【特長】 ■製品高さやR形状が類似しており、配置の仕方によっては 1つの絞り形状に収めることができる ■同形状のものを二つ共取りが可能なことが多い ■2パーツ1金型を念頭に置いた設計が重要 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
製作ロットがまとまる場合は、プレスによる工法転換を視野に 入れるとコストダウンにつながります。 パイプ切断品と板材の溶接の場合、溶接構造品のためコスト高になり、 バリやカエリの処理も必要となります。 プレス加工へ工法転換すると初期投資は必要となりますが、個数単価を 劇的に下げることが可能なほか、外観見栄えも向上します。 数量・継続性を考え、状況に応じて工法転換も選択肢の一つとして 検討する価値があります。 【特長】 ■製作ロットがまとまる場合はプレスによる工法転換を視野いれる ■個数単価を劇的に下げることが可能 ■外観見栄えが向上する ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
ナット溶接とバーリング(ねじ)加工の決定的な違いは、工程集約が 可能かどうかです。 「ナット溶接」は別マシンによる別工程ですが、「バーリング+ねじ加工」 はブランク加工と一緒に集約することができるため、コストダウンに つながります。 パーツとパーツを接続する際、強度が必要のない場合にはバーリング加工に 切り替えることで、部品点数の削減、工数削減、レーザー複合機などによる 工程集約が可能になります。 また、溶接時に発生する歪みも削減できるため、 品質の安定化につながります。 【特長】 ■バーリング+ねじ加工はブランク加工と一緒に集約が可能 ■部品点数の削減、工数削減でコストダウンにつながる ■溶接からの切り替えで大きな効果をもたらす ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
精密板金、製缶板金において、機能上問題がなければ、板への穴加工から 曲げ加工という工程設計が一番のコスト削減につながります。 レーザーやNCTによる穴・外形切断加工後の曲げ加工へ切り替えると、 同一マシンによる工程で製品の製作を進めることができるため、 コストダウンにつながります。 【特長】 ■板への穴加工~曲げ加工の工程設計が一番のコスト削減につながる ■レーザーやNCTによる穴・外形切断加工後の曲げ加工へ切り替える ■同一マシンによる工程で製品の製作を進めることが可能 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
精密板金・製缶板金設計においては、外観品質にこだわるもの、機能性が 保たれれば問題ないものとで、加工の工数が大幅に変わってきます。 レーザーパンチ複合マシンを所有する板金メーカーと共に、成形加工の VA・VEを検討することで、コストダウンを考えることができます。 外観に問題がないものであれば、皿穴やリベット穴等の成形加工は、 複合加工機での加工を念頭におくことで、コスト削減が可能になります。 【特長】 ■成形加工のVA・VEを検討する ■複合マシン金型による成形可能な皿穴、リベット穴を採用する ■大幅なコスト削減、品質向上が期待できる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
強度を必要とする製品においては、「対辺2か所溶接」は効果的な 接合方法ですが、薄板や強度が必要でない成否においては、歪みや コストアップの要因となります。 強度を必要としない製品に関して、「スポット用ウエルドナット溶接」に 変更することで、溶接条件管理は必要になりますが、溶接工数は半分以下に 削減でき、コストダウンにつながります。 また、穴とナットの同芯位置決めは、溶接ナットガイド(パイロット)で 可能になる為、専用治具は必要がなくなります。 【特長】 ■薄板へのナット溶接や強度の必要のない製品は、スポット用の ウエルドナット溶接に切り替えることで歪み低減と工数削減が可能 ■穴とナットの同芯位置決めは溶接ナットガイドで可能になるため 専用治具は不要 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
板金においてコストダウンを検討する際には、溶接方法を見直すことが先決です。 たとえば、TIG溶接からスポット溶接に切り替えを行うことでひずみが 少なくなる上、作業時間を削減することができます。 ただし、そのままの形状ではスポット溶接に切り替えることができないので、 溶接しろを設ける設計を行っておくことが必要です。 【特長】 ■どのような溶接方法を採用するかで大きくコストが左右される ■ポット溶接に切り替えを行うとひずみが少なくなる ■作業時間の削減が可能 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
加工において、隙間のある部位を防ぐ際、固定する場合は 切削加工品ではなくバーリング加工を施した板に、曲げ加工を行なった ものを使用することで、コスト削減が可能となります。 このような部品を採用すれば、取付けの際もTIG溶接ではなくスポット 溶接で済むので、歪みも最小限に抑えることができます。 【特長】 ■切削加工よりも板金加工のほうが加工時間が短い ■切削加工品よりもコストを削減できる ■溶接によるひずみも抑えることができる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
精密板金をはじめ、機械加工においても必要以上の寸法精度や幾何公差が 記載されている事があり、それがコストを左右しています。 面粗度の指示がある場合は機械加工を行うしかありませんが、面粗度が 不要であれば、コメント等で製作サイドへ加工方法を促すことで 機械加工からレーザー加工に置き換えることができ、 コストダウンに繋がります。 【特長】 ■必要以上の寸法精度や幾何公差が記載されコストを左右する ■面粗度が不要であればコメント等で製作サイドへ加工方法を促すことで レーザー加工に置き換えることができる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
『補強リブ出し(工法転換)によるコストダウン』について、ご紹介します。 リブやビードの目的が、単なる補強のためであるならば、形状寸法などは 製作サイドに一任して"でき形状"を図面に示すことで、初期費用を 抑えられることがあります。 特に、小ロット製品や試作段階のものなどに効果的です。1~2か所と 限定的であれば、ブレーキ曲げの際、補強リブの製作は可能であり、 コストダウンの効果があります。 【特長】 ■小ロットや試作製品時には出来形状を図面指示することで 初期コストの発生を抑える ■汎用金型の延長で形状だしを行う ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
製品設計を行う上で、デザイン・機能性をキープしたまま、品質UP、 コストを抑える「設計の進め方」をご紹介します。 加工者サイドから見たポイントを踏まえて設計に取り込むことで、 コスト・品質向上の効果を見込めます。 【ポイント】 ■デザイン・機能性で抑えるポイントを確認(工程の方向性) ■用途に応じた素材・表面処理の選定 ■製品強度に応じた接合方法(溶接・組み付け)の選定 ■製品レベルに適した精度・交差の選定と幾何公差の活用 ■設計の意図を図面に盛り込む ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
車体開発プレス部品の製作や、各種産業機器部品加工を行っている 株式会社早野研工が、板金の工程と流れをご紹介しています。 板金の分野は3分野に大別され、要求精度や用途など違いはありますが、 基本的には、下記に示すような工程を踏んで1枚の鋼板から製品が 加工されていきます。 【工程と流れ】 ■1.工法検討、打ち合わせ ■2.金型設計 ■3.治具製作 ■4.金型製作 ■5.抜き加工 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
車体開発プレス部品の製作や、各種産業機器部品加工を行っている 株式会社早野研工が、代表的なプレス・板金・切削機械をご紹介します。 穴あけ、削りを多数の工具で加工可能、3次元形状加工が可能な 「マシニングセンター」をはじめ、金型の組み合わせで切断・穴加工を 行う「タレットパンチプレス」や、有効ストロークが高く、絞り加工に 利用される「油圧プレス加工機」などがあります。 【代表的な機械(一部)】 ■マシニングセンター ■タレットパンチプレス ■シャーリングマシン ■3次元レーザー加工機 ■ファイバーレーザー複合加工機 ■プレスブレーキ ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
試作板金には 、大きく分けて2つの工法 (進め方)があると考えています。 製品独自にプレス金型(簡易)を製作し、成形加工を主体に考えて進める 「形状試作板金」と、汎用金型やマシンを駆使して、専用金型を製作せずに 進める「精密試作板金」の2つの工法になります。 【工法】 ■形状試作板金 ・自動車、農機プレス部品が中心 ■精密試作板金 ・電気、機械などの重・弱電部品、工作機械部品 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
板金は、工法的にみて、3つの分野に大別できます。 専用金型 (プレス)などを利用した3次元形状の成主体として進める加工 「形状試作板金」、コストを極力抑えた2次元での成形主体として 進める加工「精密試作板金」、特殊な成形を必要としない機械・設備 カバー建設・建築向け加工「一般板金」です。 「形状試作板金」と「精密試作板金」をトータルで"試作板金"と呼び、 一般板金と棲み分けをしています。 それぞれ工法的に共通する部分も多いですが、業界に特化した 製作メーカーの場合、品質面、コスト面、設備面で対応できない 場合も有るので、注意が必要です。 また、特化した分野を念頭において、発注先を選定することも 大変重要です。 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
板金加工は、薄板を常温で塑性変形(切断や曲げ)させ、様々な形状に 加工する事を総称して呼びます。 材料に外力が加わると変形しますが、荷重の作用のしかたにより、変形の 状態を「引張り」「圧縮」「せん断」「曲げ」「ねじり」の5つに分類でき、 板金はこのうち「絞り(引張り・圧縮)」「せん断」「曲げ」の3変形が 基本となります。 板金で生じる事象は、"材料の性質"と"働く応力"の関係を理解することで、 作業工程の裏付けになります。 曲げ加工や絞り加工力を考える際にも、せん断加工力を算出するのと同様に 引張り強度をベースとして、素材長さや板厚など、様々な係数から算出されます。 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
有限会社早野研工は、高精度・短納期・多品種を実現する自動車試作板金 の製作を行っている会社です。 最新設備を保有し、町工場コストで高精度、NC加工をご提供しており、 3次元レーザー加工から手作りまで、お客様のニーズに合わせた工法を ご提案いたします。 短納期でお困りのメーカー様、低予算でお悩みの商社様は是非当社まで お気軽にご相談ください。 【業種】 ■車体開発プレス部品の製作 ■精密試作鈑金 ■各種産業機器部品加工 ※詳しくはカタログをご覧頂くか、お気軽にお問い合わせ下さい。