分類カテゴリから製品を探す
業種から企業を探す
ブックマークに追加いたしました
ブックマークを削除いたしました
これ以上ブックマークできません
会員登録すると、ブックマークできる件数が増えて、ラベルをつけて整理することもできます
このニュースへのお問い合わせ
超硬4枚刃不等分割・等リード 荒加工から仕上げまでマルチに対応! 【新商品】マルチスマートエンドミルA40FX (超硬4枚刃/不等分割・等リード:40°・刃径/刃長:Φ10/30mm) ----------------------------------------------------- ★潤滑性の高い『新開発のFXコーティング』採用! ★再研磨に対応しやすい等リード仕様 ★鉄系~ステンレス、チタン系まで幅広い被削材に対応 ******* 加工動画はこちら https://youtu.be/Oo7TOHXxtWQ ******* ツールドインターナショナル株式会社
そもそもFXコーティングって何?どんなメリットがあるの? 一言で言えば・・・ こちらの新コーティングによって得られるメリットは以下の3点! ・工具寿命改善 ・加工条件改善 ・切粉排出性改善 *********************** 続きはこちら https://toolde.co.jp/?p=4858 *********************** ツールドインターナショナル株式会社
半世紀以上の経験で培ったセンサー技術のホトロングループの製品の導入実績を、お客様の事例を通してご紹介します。 自動ドアセンサーをはじめ、車両検知センサーや看護・介護センサーも充実しております。 導入例も多数紹介しておりますので、ぜひ、事例案内ページを御覧ください。
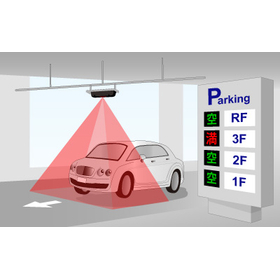
満空管理とは、駐車場の空き状況をリアルタイムで表示し、駐車スペースの効率的な使用を管理することです。 ホトロンのセンサーを利用することで、ドライバーが素早く空いている駐車スペースを発見することが可能になり、効率的な駐車場運営を実現します。 ■大型駐車場では、コスト軽減を重要視した「フロア管理方式」「ブロック管理方式」がおすすめです。 一定ポイントごとにセンサーを設置し、通過する車両数をカウント管理します。設置が簡単で低コストで利用できるメリットがあります。 【対象製品】 ・車両カウントセンサー CCS2 ・超音波センサー HM-UX2/UW2 ■小規模では、車室ごとにセンサーを設置し、高い精度で空き状況を表示できる「車室管理方式」がおすすめです。確実な満空表示をすることで、新規車両の無駄な入場を抑制、安全な駐車場運営を実現します。 【対象製品】 ・在車検知センサー HM-UX2/UW2 ・在車/通過検知センサー HM-LC6 ・在車検知センサー HM-LC7/LC7-FLS ・在車/通過検知センサー HM-S6 ・在車検知センサー HM-S8
ブログでは、パル技研の日々の様子を紹介しています。 今回は『四国産業技術大賞』表彰式の様子をご紹介です。 下記HPをご覧ください。