
粉砕機 ターボミル
スクリーンを内蔵せず、構造が簡素で堅牢な為、故障が殆ど無く、半永久的に使用可能
粉砕機内の回転体を高速回転させる事により発生する衝撃・剪断という単純な粉砕作用だけでなく、高速回転により機内に生じる高速渦流により、所望の粒度を得る機械式乾式微粉砕機です。機械式粉砕機としては最高レベルの粉砕性を有しながら微粉の発生率は低く、スクリーンレスながらシャープな粒度分布を実現します。
- 企業:株式会社マツボー
- 価格:応相談
更新日: 集計期間:2025年11月12日~2025年12月09日
※当サイトの各ページの閲覧回数を元に算出したランキングです。
31~32 件を表示 / 全 32 件
スクリーンを内蔵せず、構造が簡素で堅牢な為、故障が殆ど無く、半永久的に使用可能
粉砕機内の回転体を高速回転させる事により発生する衝撃・剪断という単純な粉砕作用だけでなく、高速回転により機内に生じる高速渦流により、所望の粒度を得る機械式乾式微粉砕機です。機械式粉砕機としては最高レベルの粉砕性を有しながら微粉の発生率は低く、スクリーンレスながらシャープな粒度分布を実現します。
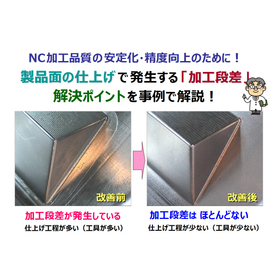
製品面の仕上げ加工で発生しやすい『加工段差』の解決ポイントとは? 「 金型加工のトラブル解決事例 」など 資料進呈中!
製品面の仕上げ加工において、取残し工程が多く 使用する工具の本数が多い場合は 使用マシンの各軸と主軸スピンドルの 熱変位が原因で、仕上面に「加工段差」が発生しやすい。 そのため 加工段差を少なくする、もしくは「段差をなくす」ためには 使用工具の種類や本数を最小限にして 仕上げ加工を行うことが必須になります。 【 仕上げ加工で重要な5つのポイント 】 ◇ 工具選定 1. 切れ味と刃先精度の良い刃形の工具を使う(R精度・外径にバラツキがないこと) 2. たわみ量が小さく剛性の高い工具を使う(突出しが長いときは ペンシルネック) 3. 被削材に適したコーティングが施された工具を使う(特に 軟鋼) ◇ 加工方法と切削条件 1. 仕上げ前の荒取りは コーナーや凹部に削り残しを残さない 2. 中仕上げでは 全体を均一な仕上代に加工する(大きな凸凹を残さない) 3. 仕上げでは マシン主軸の伸縮を最小にするため 高速回転にしない 4. 切屑の排出と刃先の潤滑性UPのため 切削液を使用する 詳しくはPDF資料をご覧ください。 ご不明な点などは お気軽にお問い合わせください。