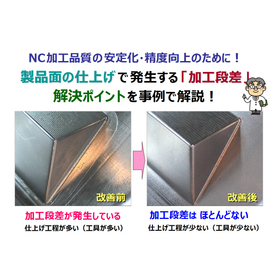
製品面の仕上げ加工で発生しやすい『加工段差』の解決ポイントとは? 「 金型加工のトラブル解決事例 」など 資料進呈中!
製品面の仕上げ加工において、取残し工程が多く 使用する工具の本数が多い場合は 使用マシンの各軸と主軸スピンドルの 熱変位が原因で、仕上面に「加工段差」が発生しやすい。 そのため 加工段差を少なくする、もしくは「段差をなくす」ためには 使用工具の種類や本数を最小限にして 仕上げ加工を行うことが必須になります。 【 仕上げ加工で重要な5つのポイント 】 ◇ 工具選定 1. 切れ味と刃先精度の良い刃形の工具を使う(R精度・外径にバラツキがないこと) 2. たわみ量が小さく剛性の高い工具を使う(突出しが長いときは ペンシルネック) 3. 被削材に適したコーティングが施された工具を使う(特に 軟鋼) ◇ 加工方法と切削条件 1. 仕上げ前の荒取りは コーナーや凹部に削り残しを残さない 2. 中仕上げでは 全体を均一な仕上代に加工する(大きな凸凹を残さない) 3. 仕上げでは マシン主軸の伸縮を最小にするため 高速回転にしない 4. 切屑の排出と刃先の潤滑性UPのため 切削液を使用する 詳しくはPDF資料をご覧ください。 ご不明な点などは お気軽にお問い合わせください。
この製品へのお問い合わせ
基本情報
金型加工の困りごとを解決するポイントは「CAMプログラムの作成方法」から 加工改善すること! CAMオペレーターのスキルアップで お困りでしたら、是非 ご相談ください。
価格情報
お気軽にお問合せください。
納期
用途/実績例
自動車・二輪関連の部品を主体に 大型アルミのダイカスト金型や プラスチック金型(樹脂金型) 電子部品などの精密金型、鋳物や亜鉛合金を使ったプレス試作金型、高硬度な焼入れ材を使った鍛造金型 など
詳細情報
-

ものづくりは人づくり! 切削加工の基礎知識から 現場で役立つ応用技術まで CAMスキルを実践指導
-

使用工具や加工条件など 加工方法に関するご質問等ございましたら お気軽にお問い合わせください。
カタログ(20)
カタログをまとめてダウンロード



















この製品に関するニュース(2)
企業情報

「ツールコミュニケーション」 私たちの製品は、お客様とのコミュニケーションから生まれます。信頼され、心から満足していただける製品とサービスを提供するために、オーエスジーでは工具を通したお客様との対話を「ツールコミュニケーション」と称し、とても大切にしています。 「shaping your dreams」 お客様一人ひとりの夢をカタチにしたい。その思いを原動力に挑戦を続け、世界のモノづくり産業を地球規模で支えていきます。 時代は、電気自動車、医療、クリーンエネルギーなど、最新技術において大きなパラダイムシフトを迎えています。新素材や最新コーティング技術の研究、環境対応型商品など、未来技術のニーズ、シーズをとらえた最先端技術の開発を、グループを挙げて取り組んで参ります。









