
海外拠点生産による特殊圧造部品
【タイに製造拠点有り!】お客様の現地調達化の要求にお応えしております。
タイの首都バンコクから車で1時間ほどの距離にあるアマタシティチョンブリ工業団地に工場を構えております。主にタイ及び東南アジア地域に進出されている自動車関連企業様、電機電子関連企業様へ特殊圧造部品を供給しております。 【取得認証】 IATF 16949、ISO 14001、ソニーグリーンパートナー
- 企業:甲府精鋲株式会社
- 価格:応相談
更新日: 集計期間:2026年02月04日~2026年03月03日
※当サイトの各ページの閲覧回数を元に算出したランキングです。
更新日: 集計期間:2026年02月04日~2026年03月03日
※当サイトの各ページの閲覧回数を元に算出したランキングです。
更新日: 集計期間:2026年02月04日~2026年03月03日
※当サイトの各ページの閲覧回数を元に算出したランキングです。
1~30 件を表示 / 全 51 件
【タイに製造拠点有り!】お客様の現地調達化の要求にお応えしております。
タイの首都バンコクから車で1時間ほどの距離にあるアマタシティチョンブリ工業団地に工場を構えております。主にタイ及び東南アジア地域に進出されている自動車関連企業様、電機電子関連企業様へ特殊圧造部品を供給しております。 【取得認証】 IATF 16949、ISO 14001、ソニーグリーンパートナー

甲府精鋲が強力サポート!お客様の図面を基に圧造可否を検討させて頂きます!
甲府精鋲は、圧造部品の製造販売、切削部品の販売、自社オリジナルのパーツフィーダー【ネジーナシリーズ】の製造販売を行っている会社です。 弊社の根幹である圧造加工によって製造される金属部品は、全てお客様の図面仕様に基づく特殊品となっており、電機電子産業や自動車産業など、多種多様な産業向けに圧造部品を供給しております。 『この部品圧造で作れない?』『この部品圧造で作るといくら?』そんなお問合せをお待ちしております。 高度な圧造技術と多彩な圧造機群で付加価値の高い製品を提案します。 【特長】 ■多種多様な産業向けに部品を供給 ■高度な圧造技術 ■多彩な圧造機群 ■付加価値の高い製品の提案 ■圧造金型の内製(自社設計・自社製作) ※お気軽にお問い合わせ下さい。

加工材料は冷間圧造用炭素鋼線(SWCH)!自動車業界向けに製作したドア周り部品の事例
自動車業界向けの特殊圧造部品「カラー(ドア周り部品)」の製作事例を ご紹介します。 依頼内容は、他工法からの圧造加工化(切削⇒圧造)で、 中空形状(貫通)という点に特長があります。 当社では、加工による成形後、図面にて指示されている熱処理や メッキなどの後処理を施し、完成品での供給を基本としています。 【製作事例】 ■依頼内容:他工法からの圧造加工化(切削⇒圧造) ■特長や工夫した点:中空形状(貫通) ■圧造加工機生産能力:600,000個/月 ■加工材料:冷間圧造用炭素鋼線(SWCH) 材料径(mm)φ4.0 ■使用した機械:2ダイ3ブロー圧造加工機 ■製品サイズ(mm):最大径φ8.0、穴径φ4.0、全長3.3 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

他工法からの圧造加工化!2ダイ3ブロー圧造加工機や二次加工用切削機を使用した事例
自動車業界向けの特殊圧造部品「シャフト(ドア周り部品)」の製作事例を ご紹介します。 切削による二次加工という点に工夫しており、圧造加工機生産能力は 800,000個/月です。 当社は、機械の導入によって加工可能なサイズの幅を広げており、 精密微細部品の製造だけにとどまらず、自動車関連、住設関連などの 部品の製造も行っています。 【製作事例】 ■依頼内容:他工法からの圧造加工化(全切削⇒圧造+切削) ■特長や工夫した点:切削による二次加工 ■圧造加工機生産能力:800,000個/月 ■加工材料:冷間圧造用炭素鋼線(SWCH) 材料径(mm)φ8.0 ■使用した機械:2ダイ3ブロー圧造加工機、二次加工用切削機 ■製品サイズ(mm):最大径φ16.0、最小径φ4.0、全長21.3 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

転造による溝加工が特長!圧造加工機生産能力が2,000,000個/月の製作事例
電機業界向けの特殊圧造部品「シャフト(カーオーディオ)」の製作事例を ご紹介します。 オーダー内容は、他工法からの圧造加工化(切削⇒圧造+転造)で、 2ダイ2ブロー圧造加工機、自社製平ダイス式転造加工機を使用しました。 当社は、機械の導入によって加工可能なサイズの幅を広げており、 精密微細部品の製造だけにとどまらず、自動車関連、住設関連などの 部品の製造も行っています。 【製品事例】 ■依頼内容:他工法からの圧造加工化(切削⇒圧造+転造) ■特長や工夫した点:転造による溝加工 ■圧造加工機生産能力:2,000,000個/月 ■加工材料:冷間圧造用炭素鋼線(SWCH) 材料径(mm)φ2.9 ■使用した機械:2ダイ2ブロー圧造加工機、自社製平ダイス式転造加工機 ■製品サイズ(mm):最大径φ6.0、最小径φ1.8、全長10.2 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

圧造金型については全て自社設計!製造設備をはじめ、工作設備や測定機器を保有!
当社では、多種多様なお客様のニーズに応えるため、圧造加工機は 2ダイ3ブローを主軸に、1ダイ2ブロー(ダブルヘッダー)から パーツフォーマーと呼ばれる多段加工機まで、各種導入しています。 材料径8ミリの自動車関連部品から、材料径2ミリ前後の電機電子関連部品 及び材料径1ミリ未満となるミニチュアねじなどの微細部品まで、 幅広く対応することが可能。 また、工具顕微鏡などの一般的な測定機器による製品検査はもちろんのこと、 部品の仕様により、検査選別機を使用して重要管理部の全数検査選別を 行っています。 【保有設備】 <製造設備> ■圧造加工機(パーツフォーマー) ■圧造加工機(ヘッダー) ■転造加工機(ローリング) ■タップ加工機 ■CNC旋盤加工機 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

自動車部品の歩留まりを50%向上! 自動車メーカーさまへの提案事例をご紹介
世界規模の製品から日用品に至るまで、 様々な分野で活躍しているナミテイのパーツ部品。 そこに求められる形状・強度・精度は千差万別。 異形線からの独自の設計思想にもとづき、多様なニーズに応えます。 某自動車部品メーカー様は、価格の高い材料からパーツを生産する場合、 一般的な板材からの打ち抜きでは材料ロスが約80%も出てしまうことが 課題となっていました。 【お客さまの課題・問題点】 ■高級鋼部品の歩留まり改善 ■従来工法 →価格の高い材料から図のようなパーツを生産する場合、 一般的な板材からの打ち抜きでは、材料ロスが約80%も出てしまう・・・ <高級鋼材を使用した場合の想定事例> ・リング部材:厚み3mm×直径280mm ・板材料:厚み3mm×300mm×300mm ・材料質量:1.2kg(比重7.9) ・材料ロス=1.0kg ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

用途・機能に応じて仕様をご提案!プレス工程省略と省力化など異形圧造のメリットを紹介
「異形圧造」は、材料(異形線)の段階で部品の最終形状に近づけることにより切削や 鍛造工程の省略、簡略化、歩留り改善といったコストメリットが得られます。 また、他の工法と比べて、靱性を活かした強度アップと精度・表面性状におけ る品質向上も図れます。 形状の自由度においては加工特性上の成約がありますが、用途・機能に応じて 仕様提案をいたします。 【異形圧造のメリット】 ■プレス工程省略と省力化 ■歩留改善 ■強度の向上 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

ファインカット|バリ・ダレを最小限に抑えられる切断工法を用いて工程省略、焼結・プレス代替
当社独自のせん断技術により、異形コイルから連続的に高精度で切断する工法です。 独自工法の “ファインカット” は、切断面の平面度が優れ、バリやダレの発生も 極めて少ないため、ファインカットを活用することにより、そのまま部品となる ケースもございます。 【ファインカットでできること】 ◆工程省略 切断面の平面度が優れているため、後加工(バレル・切削)などの省略・省力が可能 ◆連続生産 コイルからの連続的に切断することにより量産性が高い ◆寸法精度 ・ダレが少ないため、長さ精度が高い ・長さ精度が高いため、1個当たりの重さが安定する ※活用例:スラグ、ウェイトなど ◆工法切替 焼結部品、プレス部品やフォーマー部品を、ファインカットで切替を実現 ※焼結代替部品、プレス代替部品 ◆環境配慮 工程省略、連続生産、工法切替などで省略や省力を実現させ、 環境に配慮したモノづくりができます。

最終製品に近い部材を異形線+冷間圧造で生産、プレスや切削からの工法転換を実現
異形線素材を用いた冷間圧造技術により、複雑な形状を高精度に作り上げる独自ソリューションです。鉄系・銅系ともに対応可能で、プレスや切削からの工法転換を実現。自動車部品から建築・建材部品まで、幅広い業界での実績があります。 【異形圧造部品でできること】 ・ニアネットシェイプ化により、機械加工や工数削減を実現(切削レス部品) ・プレスでは作りにくい形状を実現(プレス代替部品) ・塑性加工による高強度・高耐久化 ※焼結よりも強度のある部品が製造可能(焼結代替部品) ・工法変更によってコストダウンと品質の安定化を同時に実現
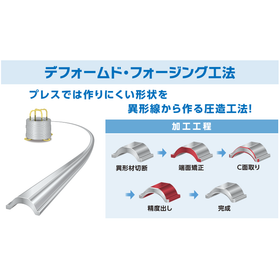
プレスでは作りにくい形状を異形線から作る圧造工法!
※オートモーティブワールド名古屋2025 出展内容 異形線素材を用いた冷間圧造技術により、複雑な形状を高精度に作り上げる独自ソリューションです。鉄系・銅系ともに対応可能で、プレスや切削からの工法転換を実現。自動車部品から建築・建材部品まで、幅広い業界での実績があります。 【異形圧造部品でできること】 ・ニアネットシェイプ化により、機械加工や工数削減を実現(切削レス部品) ・プレスでは作りにくい形状を実現(プレス代替部品) ・塑性加工による高強度・高耐久化 → 例:焼結よりも強度のある部品が製造可能(焼結代替部品) ・工法変更によってコストダウンと品質の安定化を同時に実現(VA部品 or 高付加価値部品) 【加工工程例】 異形線の切断 → 端面矯正 → C面取り → 精度出し → 完成

異形線から設計することで複雑形状・機能性向上・コスト削減を実現
高い生産性で複雑な部品の生産が可能で、工法転換(プレス・切削加工代替)で機能性向上・コスト削減に貢献。形状の自由度が高く、設計の段階からお客様のニーズに合わせた最適なご提案いたします 【異形線からつくるメリット】 ◆複雑な形状 溝加工・凹凸加工・複合R加工・ラウンドR加工・厚み・幅形状の自由設計・難材加工への対応 ◆機能性向上 軽量化・表面積拡大・表面性状・強度、硬度コントロール ◆コスト削減 生産性、歩留まりの向上・工程省略

冷間圧造によるコスト削減の提案【最大50パーセント】
『冷間圧造技術』では、機械内で線材を切断し、金型を使って金属に圧力を加える ことで、絞ったり押し広げたりしながら変形させ、目的の形状へと自動加工していきます。 切削加工がないので切り粉がでることもなく、材料ロスも極めて少量ですみます。 金型での加工ですから、加工精度も高く、品質のばらつきも少ないのが特徴です。 冷間圧造+独自加工技術で難形状品にも対応。VA提案・VE提案をいたします。 【特長】 ■設計から製造まで一貫工程管理 ■冷間圧造で一体加工可能 ■工程削減で効率アップ ■切削せず圧造のみで成形 ※詳しくはカタログをご覧下さい。お問い合わせもお気軽にどうぞ。

技術・信頼・即応力、そして供給責任 すべてがアオイらしさです。
品質方針「お客様の信頼と満足を得る製品供給」の基に全社員一丸となって取り組んでおります。 コストパフォーマンスを確実にするため、設計段階から是非ご用命下さい。

先着20名様に冷間圧造した圧造製品サンプルをプレゼント中
冷間圧造加工は、パーツフォーマーと呼ばれるプレス機械圧縮成型で様々な形状の加工を実現します。今なら先着20名様に冷間圧造した圧造製品サンプルをプレゼント致します。是非この機会にお申し込みされてはいかがでしょうか?


切削加工から冷間圧造工法に!1本あたり15円のコストダウンが可能
お客様のご注文があった際に、コストダウンと強度アップの提案をした 事例を紹介します。 加工方法を変えることにより、「製作費の大幅なコストダウン」だけでなく、 「塑性成形によるメタルフローの安定と強度アップ」や 「ステンレス材、真鍮材等の材料費の高騰を軽減」などの利点があります。 当提案により、1本あたり15円のコストダウンが可能になりました。 当社ではお客様のご要望をお聞きして、様々な製造方法を検討し、お客様の 締結に対する困ったの解決でご満足いただける製品をご提案させて頂きます。 【比較(切削加工 / 冷間圧造)】 ■ロット:5,000本 / 10,000本 ■1本の単位:40円 / 20円 ■金型費:- / 50,000円 ■材料:C3604 / S2700W ■10,000本製作時 10,000×40=¥400,000- / 10,000×20+50,000=¥250,000- ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

品質が安定!精度を高め、なおかつコストをダウンさせるような方法を御提案
冷間圧造とプレス加工を組み合わせて製造コストを削減した事例を紹介します。 プレス加工のみで製作を行っていたため、バラツキが多くどうにか、 精度が安定した商品が安くできないかの相談をお客様から頂きました。 そこで冷間圧造とプレス加工を組み合わせを提案。 品質の安定が得られるだけでなく、新たな加工が出来る可能性があります。 当社ではお客様のご要望をお聞きして、様々な製造方法を検討し、お客様の 締結に対する困ったの解決でご満足いただける製品をご提案させて頂きます。 【加工方法を組み合わせることによる利点】 ■冷間圧造と組み合わせることによって品質の安定が得られる ■品質が安定することによって新たな加工が出来る可能性がある ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

仕上り状態が非常にきれいになる!ファインブランキング(プレス)加工提案事例
熱間鍛造加工をファインブランキング(プレス)加工に提案した事例を 紹介します。 加工方法を変更することにより、加工精度が良くなります。 さらに、仕上り状態が非常にきれいになります。 当社ではお客様のご要望をお聞きして、様々な製造方法を検討し、お客様の 締結に対する困ったの解決でご満足いただける製品をご提案させて頂きます。 【利点】 ■加工精度が良くなる ■仕上り状態が非常にきれいになる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

高精度、高品質を誇る冷間圧造部品を紹介します。
株式会社吉則螺子製作所では、冷間圧造から切削加工、フライス加工、プレス加工、アッセンブリーに至るまで、最新の設備と熟練した技術を傾け、常にグレードの高い製品づくりを目指し、着々と実績を積み重ねております。 全国百社以上のネジ商社を通じて、弱電・重電・自動車・建設ほかあらゆる産業界に当社ブランド製品を納入。 また現代のニーズに単にお応えするだけでなく、お客様の潜在的なご要望を引き出すため、新素材の活用、新商品の開発・研究にも熱心にアプローチしています。 【特徴】 ○冷間圧造の高度な技術を採用 ○最新鋭設備と一歩進んだ技術を駆使 ○高精度・高品質 ○常にグレードの高い製品づくりを目指している ○多様なニーズに対応 詳しくはお問い合わせ、またはカタログをダウンロードしてください。

エンジン・ミッション・エアバッグ部品など自動車部品の製造を行っています。
株式会社共立精機は、岡山県 総社市にある自動車部品 (エンジン・ミッション・シャーシー・エアバッグ部品)などの製造を行っている会社です。 ハイクオリティとミニマムコストへの限りなき挑戦。 目指すは「世界のオンリーワン」 お客様のニーズを的確に把握し、満足される製品をタイムリーに供給します。 【事業内容】 [自動車部品製造] ○エンジン ○ミッション ○シャーシー ○エアバッグ部品 他 詳しくはお問い合わせ、またはカタログをダウンロードしてください。

2次加工(切削加工、ドリル加工等)を行わない!圧造工程内で穴明け加工
当社で取り扱う、「貫通部品」をご紹介します。 2次加工(切削加工、ドリル加工等)を行わず、 圧造工程内で穴明け加工を行った部品です。 そのほかにも、様々な製品を取り扱っております。 ご要望の際はお気軽にお問い合わせください。 【製品ラインアップ】 ■頭部特殊形状部品 ■2D3B圧造部品 ■多段製品 ■特殊転造部品 ■座金付き端子ネジ ■微細圧造部品 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

細く短くM2.6より小さいサイズ!光学機器、計測機器、電子部品などに使用
当社で取り扱う、「微細圧造部品」をご紹介いたします。 細く短く小さいサイズで、M2.6より小さいサイズの部品。 主に、光学機器、計測機器、電子部品などに使用。 また、そのほかにも、様々な製品を取り扱っております。 ご要望の際はお気軽にお問い合わせください。 【製品ラインアップ】 ■頭部特殊形状部品 ■2D3B圧造部品 ■貫通部品 ■多段製品 ■特殊転造部品 ■座金付き端子ネジ ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

小物部品のエキスパートである為に!多種多様な生産設備、検査設備
株式会社加藤螺子製作所の保有設備をご紹介いたします。 「5D5Bヘッダー」や「4D4Bヘッダー」、板ダイス式「ローリングマシン」 「座金組込みローリングマシン」などのほか、各種検査設備も設置。 多種多様な生産設備、検査設備により自社の責任は自社で分析し解決。 また、圧造、転造加工については可能な限り社内生産を心掛けています。 ご要望の際はお気軽にお問い合わせください。 【保有設備(一部)】 ■ヘッダーマシン ■ローリングマシン ■座金組込みローリングマシン ■プレスマシン ■マイクロスコープ ■硬度測定機(マイクロビッカーズ) ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

金属圧造部品の製造を専門とする金属加工メーカー!
当社では、ヘッダー、パーツフォーマー等を用いてφ3~30mm程度の 小さな金属圧造部品の製造を行っております。 各部門での時間毎の寸法管理と熟練工による高度な技術管理を基に、 顧客が求める品質以上の、付加価値の高い製品をご提供。 また、無駄の出ない成型方法と、無人での夜間稼働可能な設備を軸に 絶対的なコスト低減に努めています。 【各部門】 ■ヘッダー部門 ■二次加工部門 ■洗浄部門 ■検収部門 ■品質管理部門 ■営業部門 ※詳しくはPDFをダウンロードして頂くか、お気軽にお問い合わせ下さい。

圧造用図面を当社で作成!圧造+転造のくせ、切削との違いを記入
当社の特長である見積りについてご紹介いたします。 SWCH、SUSXM7等材料の特性に併せて、見積もりプログラムにより 自動的に計算。 切削品からの変更、現行品からの変更にあたり圧造用図面を当社で作成し、 見積り提案させていただきます。 【見積もり履歴・計算】 ■圧造体積計算 ■頭部圧造比計算 ■材料減面率 ※詳しくはPDFをダウンロードしていただくか、お気軽にお問い合わせください。

分割納入可能!特注圧造部品の製作事例をご紹介いたします
当社にて、特注圧造部品の少量短納期製作を行った事例をご紹介いたします。 電機関係のお客様より、手配ロットが大きく、欲しい時、適正ロットでの 手配をしたいといったご要望がございました。 これまでは、3万本で手配されておりましたが、当社では分割納入が可能です。 ご用命の際は、お気軽にお問い合わせください。 【事例概要】 ■材質:SUSXM7 ■年間使用数:4,000本 ■ユーザーの要望 ・手配ロットが大きく、欲しい時、適正ロットでの手配を希望 ※詳しくはPDFをダウンロードしていただくか、お気軽にお問い合わせください。

電機業界向け!依頼内容が他工法からの圧造加工化の製作事例をご紹介!
電機業界向けの特殊圧造部品「シャフト(携帯電話用ヒンジ)」の製作事例を ご紹介します。 ツバ(Hカット)・カシメ(四角)、摩耗対策のためガス軟窒化処理で 表面硬度を向上した点が特長で、圧造加工機生産能力は2,000,000個/月です。 当社では、圧造による成形の他、圧造ブランクへの転造や切削による 二次加工も対応しています。 【製作事例】 ■依頼内容:他工法からの圧造加工化(MIM⇒圧造) ■特長や工夫した点:ツバ(Hカット)・カシメ(四角)、摩耗対策のため ガス軟窒化処理で表面硬度を向上 ■圧造加工機生産能力:2,000,000個/月 ■加工材料:冷間圧造用炭素鋼線(SWCH) 材料径(mm)φ1.2 ■使用した機械:1ダイ2ブロー圧造加工機(ダブルヘッダー) ■製品サイズ(mm):最大径φ2.7、最小幅1.0、全長22.0 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

圧造加工機生産能力は1,000,000個/月!二輪車業界向けのスイッチ部品の製作事例
二輪車業界向けの特殊圧造部品「接点(スイッチ部品)」の製作事例を ご紹介します。 依頼内容はステンレス鋼への圧造加工で、異形のツバに工夫しており、 2ダイ3ブロー圧造加工機を使用しました。 当社では、加工による成形後、図面にて指示されている熱処理や メッキなどの後処理を施し、完成品での供給を基本としています。 【製作事例】 ■依頼内容:ステンレス鋼への圧造加工 ■特長や工夫した点:異形のツバ ■圧造加工機生産能力:1,000,000個/月 ■加工材料:オーステナイト系ステンレス鋼線 材料径(mm)φ2.4 ■使用した機械:2ダイ3ブロー圧造加工機 ■製品サイズ(mm):最大幅7.0 、最小径φ1.6、全長9.6 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。

"サプライチェーン"の見直し考えてませんか?日本から海外への輸出も対応可能!
当社では、国内でも圧造部品の製造を行っており、直でのお取引はもちろんのこと、 商社様を介してのお取引もできます。 日本から海外への輸出(海上輸送、航空輸送)も対応可能。 タイにも製造拠点があるため、タイからの輸出もご選択いただけます。 「円安対策で生産を国内回帰したい」「現状のコストを維持しつつ、アジアで 部品調達先を探している」などお悩みがございましたら、お気軽にご相談ください。 【特長】 ■国内でも圧造部品の製造を行っているためご相談可能 ■商社様を介してのお取引も可能 ■日本から海外への輸出(海上輸送、航空輸送)に対応 ■当社から直接輸出、商社様を介して輸出、ご要望に合わせて対応可能 ■タイに製造拠点があるため、タイからの輸出も選択できる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。