1~38 item / All 38 items
Displayed results
Filter by category

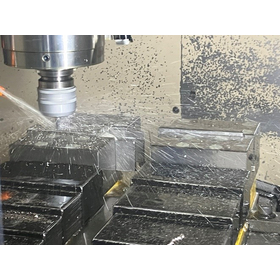
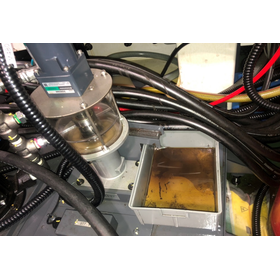
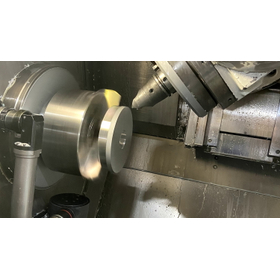
【課題解決】事例紹介
各テーマによる課題解決事例です。