NC加工の品質精度を向上するために! 加工段差の解決ポイントとは
製品面の仕上げ加工で発生しやすい『加工段差』の解決ポイントとは? 「 金型加工のトラブル解決事例 」など 資料進呈中!
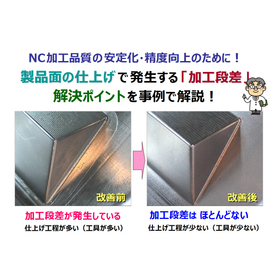
製品面の仕上げ加工において、取残し工程が多く 使用する工具の本数が多い場合は 使用マシンの各軸と主軸スピンドルの 熱変位が原因で、仕上面に「加工段差」が発生しやすい。 そのため 加工段差を少なくする、もしくは「段差をなくす」ためには 使用工具の種類や本数を最小限にして 仕上げ加工を行うことが必須になります。 【 仕上げ加工で重要な5つのポイント 】 ◇ 工具選定 1. 切れ味と刃先精度の良い刃形の工具を使う(R精度・外径にバラツキがないこと) 2. たわみ量が小さく剛性の高い工具を使う(突出しが長いときは ペンシルネック) 3. 被削材に適したコーティングが施された工具を使う(特に 軟鋼) ◇ 加工方法と切削条件 1. 仕上げ前の荒取りは コーナーや凹部に削り残しを残さない 2. 中仕上げでは 全体を均一な仕上代に加工する(大きな凸凹を残さない) 3. 仕上げでは マシン主軸の伸縮を最小にするため 高速回転にしない 4. 切屑の排出と刃先の潤滑性UPのため 切削液を使用する 詳しくはPDF資料をご覧ください。 ご不明な点などは お気軽にお問い合わせください。
- 企業:オーエスジー株式会社グループ
- 価格:応相談



