分類カテゴリから製品を探す
業種から企業を探す
ブックマークに追加いたしました
ブックマークを削除いたしました
これ以上ブックマークできません
会員登録すると、ブックマークできる件数が増えて、ラベルをつけて整理することもできます
この企業へのお問い合わせ
お問い合わせをする前に
46~90 件を表示 / 全 115 件
お客様より「少量試作」について、ご要望をいただきました。 内容は、”海外展示会などで製品発表のプロトタイプ用に とにかく一つ製作したい。” 当社では、どうしても必要な部分以外は、金型なしで、ブレーキ、ロール、 ハンドワークを駆使して製作し、初期コストのかからない方法をお客様と 共に検討します。 【ご提案】 ■金型なしで、ブレーキ、ロール、ハンドワークを駆使して製作 ■初期コストのかからない方法をお客様と共に検討 ■結果 ・納期、コスト優先にて製作 ・製品検討試作前段階での形状確認用として製作 ・実物を製作、取り付けることにより、様々な改良点が明確になり、 設計改良が早くなった ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
【板金・加工事例】金型製作 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
【板金・加工事例】フットヒンジ 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
【板金・加工事例】ドッグゲージ 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
【板金・加工事例】テールゲートヒンジ 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
【板金・加工事例】ダクト 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
【板金・加工事例】ゲートロック 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
【板金・加工事例】エアコン部品 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
【板金・加工事例】アルミ 0.4mm 燃料タンク 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
お客様より「加工方法」について、ご要望をいただきました。 内容は、”現状、製品設計をしているが、検討中の製品デザインが プレス加工可能かよくわからず、とりあえず相談したい。” 早野研工では、プレスによる絞り加工方法を、当社における工程で 概略説明し、経験から判断して工数や、リスクなど解る範囲で ご相談させていただきます。 【ご提案】 ■プレスによる絞り加工方法を、当社における工程で概略説明 ■経験から判断して工数や、リスクなど解る範囲でご相談 ■CAE解析などによる裏づけなども取ることは可能 ■結果 ・デザインと加工性を考慮し、CAE解析により加工特性を十分考慮して 金型製作を行った ・納得のいくデザインを絞り一工程で製作することができた ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
【板金・加工事例】ASSY冶具 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
【レーザー加工事例】金属製将棋駒 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
【レーザー加工事例】メタル駒(SUS) 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
お客様より「コストダウン」について、ご要望をいただきました。 内容は、”現状、板材を曲げ溶接で加工している製品について、溶接工数が 多いためコストダウンができない。何とか溶接工数を減らせないか?” 当社は、プレスによる絞り加工、曲げ加工を検討し、製品全体が無理でも、 部分的にでもプレス化することによりコストダウンを考えます。 【ご提案】 ■プレスによる絞り加工、曲げ加工を検討 ■部分的にでもプレス化することによりコストダウンを考える ■設計変更にかかわる形状検討のご相談にも応じる ■結果 ・金型投資を小さくし、製品単価を下げることに成功 ・レーザー積層型などを利用して製品単価を下げられる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
【レーザー加工事例】メタルジャン牌(SUS) 早野研工では、試作板金、研究開発向け試作をはじめ、自動車試作板金、金型製作、精密板金など、溶接技術、3次元レーザー加工技術等のノウハウを駆使し、製作致します。 ※その他、早野研工のノウハウは、ダウンロードよりハンドブックをご覧下さい。 板金の設計に関して、製作メーカーの立場でコスト削減、品質UPの為に役立つ情報が詰まったハンドブックになっています!
『ファイバーレーザーパンチ複合機』は、ファイバー加工機による高速加工で CO2レーザー加工では加工できない素材も加工可能な複合機です。 生産ラインは、素材棚/製品・スケルトン棚の2棚仕様により、複数の素材と 製品の連続運転が可能。低コスト加工を実現します。 一発ネステイングで、 適した数量を適したタイミングで加工。 テイクアウト装置を活用することにより、ジョイントレスにて、製品を 引きずることなく搬出可能です。 また、自動運転で、夜間無人加工も実現可能になりました。 抜群のコスト競争力にて、対応いたします。 【レーザー切断仕様】 ■窒素(PSA装置)切断(クリーンカット) ■酸素切断(エコカット) ■エアー切断 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工は、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っており、試作鈑金を中心とした金属加工の会社です。 『特殊素材複合加工』は、ファイバー加工機による高速加工で CO2レーザー加工では加工できない素材も加工ができる技術です。 窒素発生装置設置により、SUS6mmまで、SPは、3.2mmまで、 クリーンカット対応。また、真鍮・窒素・銅は、酸素による加工で、 CO2ではできなかった加工を実現します。 【レーザー切断仕様】 ■窒素(PSA装置)切断(クリーンカット) ■酸素切断(エコカット) ■エアー切断 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工は、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っており、試作鈑金を中心とした金属加工の会社です。 『2次元加工』は、アマダ製複合機C1-AJにて対応、成形・タップを 含む複合加工技術です。 ワイヤーカット加工に代わる加工領域で、0.15mm幅の加工も可能。 加工機を扱うオペレーターも驚くほど、素晴らしい切れ味です。 【2次元加工設備】 ■設備名:アマダLC-2512- C1AJ ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工は、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っており、試作鈑金を中心とした金属加工の会社です。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 『3次元加工』は、三菱製3次元レーザー加工機2台にて対応、 大型ワークにも対応する加工技術です。 TEBISによるCAD操作をはじめ、断面治具によるワークの固定・ 粘土治具による固定や、3次元レーザー加工などに貢献します。 【3次元加工設備】 ■設備名:三菱 2012HT 1508F ■加工機仕様 ・発振器:800W、5.0インチ、オフセット型加工ヘッド ・対象ワーク(3次元):1600 x 1000 x 450(mm) ・平板加工対象最大ワーク:2030x1250(mm) ・テーブル搭載質量:900 kg ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工は、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っており、試作鈑金を中心とした金属加工の会社です。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 『3次元加工』は、三菱製3次元レーザー加工機2台にて対応、 大型ワークにも対応する加工技術です。 TEBISによるCAD操作をはじめ、断面治具によるワークの固定・ 粘土治具による固定や、3次元レーザー加工などに貢献します。 【3次元加工設備】 ■設備名:三菱 ML3122VZ2-20CF3 ■加工機仕様 ・発振器:2kW、7.5インチ、オフセット型加工ヘッド ・対象ワーク(3次元):2600 x 1700 x 600(mm) ・平板加工対象最大ワーク:3100x2100(mm) ・テーブル搭載質量:2000 kg ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工では、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っております。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 試作鈑金を中心とした金属加工を行っている当社の 溶接構造品「溶接治具ベース」の製作事例をご紹介します。 【溶接構造品】 ■溶接治具ベース ・サイズ:900×600×500 ・材質:SS400 S50C ・板厚:25~40mm ・ロット:単品 ・納期:25~40日 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工では、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っております。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 試作鈑金を中心とした金属加工を行っている当社の 溶接構造品「ロボット溶接治具」の製作事例をご紹介します。 【溶接構造品】 ■ロボット溶接治具 ・サイズ:1300×500×300 ・材質:SS400 S50C SKD ・板厚:25~40mm ・ロット:単品 ・納期:25~40日 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工では、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っております。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 試作鈑金を中心とした金属加工を行っている当社の 溶接構造品「アルミ検査冶具ベース」の製作事例をご紹介します。 【溶接構造品】 ■アルミ検査冶具ベース ・サイズ:2000×900×700 ・材質:A5052P ・板厚:3~12mm ・ロット:単品 ・納期:2週間 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工では、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っております。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 試作鈑金を中心とした金属加工を行っている当社の 板金加工品「業務用空調機 カバー」の製作事例をご紹介します。 【板金加工品】 ■業務用空調機 カバー ・サイズ:400×300×50 ・材質:SGCC ・板厚:1.2mm ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工では、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っております。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 試作鈑金を中心とした金属加工を行っている当社の 板金加工品「溶接加工品(量産加工)」の製作事例をご紹介します。 【板金加工品】 ■溶接加工品(量産加工) ・サイズ:700×500×400 ・材質:SPHC ・板厚:2.3mm ・ロット:120/月 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工では、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っております。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 試作鈑金を中心とした金属加工を行っている当社の 板金加工品「業務用エアコン試作部品」の製作事例をご紹介します。 【板金加工品】 ■業務用エアコン試作部品 ・サイズ:800×600×500 ・材質:SGCC ・板厚:1.2mm ・ロット:5個(試作) ・納期:6日 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工では、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っております。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 試作鈑金を中心とした金属加工を行っている当社の 試作金型加工品「試作金型加工(ZAS型)」の製作事例をご紹介します。 【試作金型加工品】 ■試作金型加工(ZAS型) ・サイズ:1800×600×500 ・材質:ZAS ・板厚:1.6mm ・ロット:単品(2工程 凹凸加工) ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工では、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っております。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 試作鈑金を中心とした金属加工を行っている当社の 試作金型加工品「農機具試作部品」の製作事例をご紹介します。 【試作金型加工品】 ■農機具試作部品 ・サイズ:1200×600×600 ・材質:SPCE ・板厚:1.6mm ・ロット:10個 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
早野研工では、高精度・短納期・多品種を実現する自動車試作板金の 製作を行っております。 3次元レーザー加工から手作りまで、お客様のニーズに合わせた 試作品をご提案させていただきます。 試作鈑金を中心とした金属加工を行っている当社の 試作金型加工品「自動車試作部品」の製作事例をご紹介します。 【試作金型加工品】 ■自動車試作部品 ・サイズ:400×300×50 ・材質:JSC 270C ・板厚:2.6~3.2mm ・ロット:試作~20 ・納期:20日 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
電蝕は、錆びを促進させる現象で、耐久性を著しく損ないます。 異なる金属を接触させて組み付けを行う際は、電蝕に注意が必要です。 対策を打っていない場合は、接触面に、通常より早く錆びが発生し、 異なる金属の電位差が大きければ大きいほど、電蝕が促進されやすいです。 板金の組付けの際、代表的なものとして、「アルミ+鉄」をはじめ 「アルミ+SUS」や「鉄+アルミ」等の組み合わせパターンがあります。 ’素材に塗装や表面処理を施す’ことが一般的かつ、安価にできる対策の 1つです。 【対策】 ■接触部に絶縁材を挟む ■素材に塗装や表面処理を施す ■電気を通さない材質へ変更する ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
曲げ際に穴加工がある場合は、変形が懸念されるため、穴の配置をずらす のがベストです。 ただ、どうしても配置したい場合、曲げ加工後に、追加穴加工をドリル等 で行っており、品質面、コストUPに繋がっています。 曲げ際に、’にがし穴’を追加することで、曲げ応力を逃がすことができます。 さらに、応力の影響を減らすことで、必要な丸穴の変形防止や、加工工数の 低減が可能になります。 【特長】 ■曲げ際に、’にがし穴’を追加 ■曲げ応力を逃がすことができる ■丸穴の変形防止 ■加工工数の低減 ■品質UP+コストダウンが可能 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
パンチング部材を設計の際、穴径や抜きパターンを、設計者独自で考えて 製品に反映させています。 オリジナルにこだわる場合は問題ないですが、コストUPにつながるので、 機能上問題なければ、規格パターンや穴径を考慮しなくてはなりません。 専門メーカーでは、多連穴抜き金型などを保有しているため、パンチグ メタルを採用する際は、オリジナルの製品であっても、穴抜パターンを 規格に揃えておくことで、コストを抑えれる可能性が出てきます。 【特長】 ■多連穴抜き金型などを保有 ■穴抜きパターンを規格に揃えておく ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
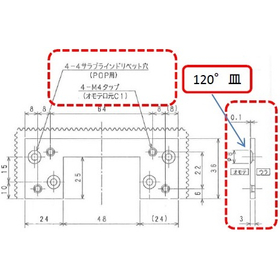
レーザー加工後、ボール盤加工を行っています。 ボール盤による手作業のため、未加工不良や、加工高さ不良などの発生が 考えられます。 加工のばらつきが作業者で大きくなり品質が不安定な上、ドリルの刃先 管理や、高さ、突っ込みの管理が必要になり、煩わしくなります。 複合マシン金型による成形可能な皿穴、リベット穴等採用する事で、 大幅な品質UPが期待できます。 さらに、成形もプレス加工で行うので、ばらつきも抑えられます。 【特長】 ■複合マシン金型による成形可能な皿穴、リベット穴等採用 ■大幅な品質UP ■ばらつきも抑えられる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
板金において溶接を行う際、歪みやすい材質で、かつ薄板を溶接する場合は 1.5mm未満の厚さになるとTIG溶接では高い溶接技術を必要とし、熱による 歪みが顕著になり、状況によっては溶接による穴が空くことがあります。 対処方法としては、設計上、薄さが必要な場合以外溶接箇所は1.5mm以上 の板厚にて設計を行うことで歪みや穴あきを回避します。 なお、どうしても薄板の溶接が必要な場合は全周溶接を控え、ピッチ溶接に 変更、又はYAG溶接を採用します。 【特長】 ■薄さが必要な場合以外溶接箇所は1.5mm以上の板厚にて設計を行う ■歪みや穴あきを回避 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
板金加工を行う場合、コの字形状のMAG溶接をすると、熱によって ひずみが裏面に生じ、表面が膨らんでしまいます。 外観を重視するような板金製品では、溶接の手間がかかる上に外観が 損なわれてしまいます。 コの字形状ではなく、曲げ加工を行ったものをスポット溶接する事で、 ある程度強度も確保できる上、溶接の手間も軽減します。 さらに、改善前の溶接によって膨らむ、といったような熱によるひずみも 低減し綺麗に仕上げることができます。 【特長】 ■スポット溶接 ■ある程度の強度を確保できる ■溶接の手間の軽減 ■熱によるひずみの低減 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
カバーなどの製品設計においては、本体のベースやブラケットへの 取付けと、外観品質が重要になります。 図面に、設計意図を示さないと、単に取り付けば良いという加工が なされてしまい、皿ビス径以上の加工が施され、汚れ等が付着しやすく、 見栄えが悪くなります。 本体に取り付けるボルトやビス形状に適応した穴加工を図面指示する ことで、外観品質が向上し、製作サイドに意識付けができます。 さらに、意匠性UPと取り付け部分の汚れ付着の防止にもなります。 【特長】 ■皿ビス用の穴加工を適正に指示することで外観品質UP ■製作サイドに意識付けができる ■意匠性UPと取り付け部分の汚れ付着の防止 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
製品固定無し、クランプなしでの加工の場合、ねじ精度が作業者の熟練度に より、’ばらつき’があり、さらにハンドタッパーによる切削TAP加工のため、 きり粉、糸バリの発生要因となります。 転造TAPによるマシン加工を図面指示する事で、タップの切粉、糸バリの発生を削減。 クランプ、高い位置決め精度が可能になる為、ネジ精度不良の撲滅が可能。 複合マシンにて転造TAP(塑性変形によるTAP)の採用でコストダウンが 可能になります。 【特長】 ■転造TAP(塑性変形によるTAP)の採用 ■タップの切粉、糸バリの発生を削減 ■クランプ、高い位置決め精度が可能になる為、ネジ精度不良の撲滅が可能 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
多数のパーツからなる板金製品においては、その組み付けやすさ、位置決め のしやすさ、治具の必要性などが、コストに大きくかかわってきます。 パーツの突合せ部に、位置決めをする’タブ’が無いと、溶接・パーツ どうしを合わせる際など、’ずれ’やすく、作業性が悪くなります。 パーツの突合せ部に、位置決め’タブ’を設けることにより、組み付け時の ズレ防止と組み合わせの際の作業性がUPします。 パーツ精度が出ていれば、治具の必要性が無くなり、組み付け性が向上 するため、コストダウンが可能になります。 【特長】 ■位置決め’タブ’を設ける ■ズレ防止と作業性UP ■パーツ精度が出ていれば、治具の必要性が無くなる ■組み付け性の向上 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
単品図レベルでは、表・裏が明確になっておらず、使用するリベット明細 がわからないため、SUB/ASSY図を参照しなくてはいけません。 そのため、手間がかかり、皿角度も明確にされていなので、加工ミスを 起こしやすくなります。 単品図面を製作する際は、ASSY図面を参照しなくても加工ができるように、 製品の表裏を明記することや、寸法明細、使用するメーカーを記入する事で、 使用目的のわかる単品図面になります。 詳細を明記する事で、加工不良の軽減、組立時のトラブル防止、 コストダウンにつながります。 【特長】 ■加工明細の把握で使用目的のわかる単品図面になる ■ASSY図面を参照する手間が省ける ■詳細を明記する事で、加工不良が減り、組立時のトラブルを防ぐ ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
専用のプレス金型を用いた絞りを行うと、±0.05と非常に高い寸法精度で 加工を行うことが可能です。 しかし、絞り加工を行う板金加工品においては、すべてが高精度に加工を する必要がない場合があり、その都度新しいプレス金型を製作すると コストも高くなる上、寸法精度の面においても過剰品質となります。 簡易位置決めによる簡易型「簡易金型」は初期投資が安価で済む方法です。 この寸法精度に合わせて設計を行うことでコストの低減に役立ちます。 精密板金の普通公差である±0.2mmまで寸法精度が許容できれば、 簡易金型を採用することができ、コストの低減が可能です。 【特長】 ■初期投資が安価な簡易金型を使用 ■寸法精度に合わせて設計を行うことでコスト低減 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
本体と部品の位置を合わせる際、組立などで部品同士の位置あわせ作業が 頻繁に発生すると、ケガキだけでは不十分です。 組み立てる部品点数が多くなると、ケガキ自体の作業時間が多くなり、 ケガキ線に合わせる作業にも時間が必要、作業者により品質が変化して しまう可能性があります。 そのため、コストを削減するには、抜き・曲げ・溶接のほかに組立工数を 削減できるような工法を採用する事が必要です。 例えば、組立時にワークが大きい時、位置決めにはケガキを用いるのでは なく、ハーフシャー(ダボ)フラットポジションを活用する事で、高精度な 位置決めが可能となります。 【特長】 ■ハーフシャー(ダボ)フラットポジションの活用 ■高精度な位置決めが可能 ■組立の際にも時間を掛けることなく位置決めを行うことができる ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
設計する際には、加工方法を知り、図面指示に対して、どのような方法で それを実現するかを考えることで、コストダウンを行うことができます。 板金部品で、C0.2を板厚面に加工する事は、手間がかかります。 C0.3を図面指示することで、加工サイドは、C0.3加工をどのように 行うかを検討し、コスト算出を行います。 公差等に問題なければ、「糸面取り」や「怪我の無いよう十分面取り」と いう記述で、大幅なコストダウンが可能です。 【特長】 ■糸面取り ■怪我の無いよう十分面取り ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
プレス加工が前提の部品については、3次元データが支給されること多く、 自由曲面の多い製品は、サーフェスデータで送られます。 板厚方向の指示が無く、サーフェスのみだと、図面等で指示を確認する工数 が必要になり、また、指示の間違いや、製作サイドの解釈違い等が多発します。 事前に製品データ内に、板厚方向をラインで示すことにより、設計サイドの ASSY時の確認と、確認作業の手間が省け、コストダウンがはかれ、品質UP にもつながります。 設計する際には、板厚の基準を明確にしておくことで、組み付け時の 板厚考慮ミスを減らすことができます。 【特長】 ■板厚方向をラインで示す ■設計サイドのASSY時の確認と、確認作業の手間が省ける ■コストダウンがはかれ、品質UP ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
加工時、タップ径が異なるので、工具を変更する、別のボール盤を使用する などの段取り替えが必要となり、コストアップの原因となります。 設計する際には、加工方法を知りその段取り替えを少なくするよう設計を 行い、組立のことも考慮できれば、品質の安定した製品を提供することが 可能となります。 製品自体の組み付け時にも、タップ径を統一しておけば組立時の道具が 統一でき、ネジも同一のものが使用できるので、トータルとして コストダウンの可能性があります。 【特長】 ■タップ径の統一により穴あけ加工の段取り替えを削減 ■組立時の作業性向上 ■部品管理コストの削減 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
カバーなどの製品においては、本体などへの取付け、意匠性(外観)が 重要になり、相手製品に干渉し、追加工が必要です。 皿ビス等は、取付部に逃がし加工がないと、締結できない場合があり、 トラブル原因になりやすいですが、本体ベースやブラケットなどの 取付け部を意識することで、未然にトラブルを防ぐことが可能です。 カバーなどの薄板製品の設計の際は、必ず、取り付け部のベースや ブラケットの形状確認を行い、干渉等の意識をしながら設計を行う事で、 トラブルや、追加工などの修正費用の発生を抑えられます。 【特長】 ■トラブルや、追加工などの修正費用の発生を抑えられる ■逃がし加工を意識することで、コストダウンが図れる ■逃しのC1追加工 ※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。